
Концентрация веществ в промывных и сточных водах имеет значение для организации последующих систем очистки сбрасываемой воды. Промывными водами называют сбрасываемую из промывных ванн воду после какой-либо одной технологической ванны; сточные воды являются суммарным сбросом промывных вод из ванн промывки после нескольких технологических ванн, объединённых либо по месту расположения (линия, участок, отделение, цех), либо по типу содержащихся в них веществ (хромсодержащие, фторсодержащие, цианистые и прочие сточные воды). Состав промывных вод определяет тип и параметры локальных систем очистки, состав сточных вод – тип и параметры общих очистных сооружений. Особое значение имеет величина концентрации отмываемых веществ в непроточных ваннах промывки – она определяет периодичность замены воды.
Рекомендуем:
Расчет концентраций для ванн проточной промывки
Если промывка осуществляется только в ваннах проточной промывки (в отсутствии ванн улавливания), то в общем случае концентрация отмываемых веществ ск (г/л) определяется отношением скорости приноса компонентов раствора из технологических ванн m (г/ч) к расходу промывной воды Q (л/ч):
![]() (2)
(2)
При определении концентрации какого-либо вещества в промывной воде спр.в.(г/л) после одинарной и после каскадной ванн промывки величина скорости приноса его пропорциональна удельному уносу раствора из предыдущей технологической ванны m=q·F·сO, а расход воды соответствует расходу воды на промывку после конкретной технологической ванны по формуле (3):
 (9.3)
(9.3)
При определении концентрации какого-либо вещества в промывной воде спр.в.(г/л) после каждой ступени прямоточной промывки используют следующие формулы
после первой ступени  (4),
(4),
после второй ступени  (5)
(5)
и так далее.
При определении концентрации какого-либо вещества в сточной воде в формулу (2) подставляют суммарный вынос этого вещества из всех технологических ванн, где это вещество присутствует, и суммарный расход воды на промывку для соответствующего участка (цеха) или типа растворов (кисло-щелочных, хромсодержащих, цианистых и т.п.):
![]()
Расчет концентраций для ванн непроточной промывки
Если промывка осуществляется только в ваннах непроточной промывки, то расход воды и концентрация загрязнений с промывной водой определяется частотой смены загрязнённой промывной воды на свежую. Момент самой смены воды определяется достижением в последней по ходу движения деталей ванне непроточной промывки предельно допустимой концентрации отмываемого компонента.
Изменение концентрации ингредиентов в ваннах промывки в период её работы между сменой воды (непроточный режим работы) описывается экспоненциальной зависимостью, характеризующей нестационарный режим работы ванны. Для непроточных ванн (улавливание с периодическим сбросом) концентрация веществ в промывной воде “n”-й ванны промывки определяется по следующей формуле:
 (6)
(6)
По формуле (6) можно определить время τ, в течение которого в последней ванне непроточной промывки концентрация отмываемого вещества достигнет предельной величины, т.е. определить продолжительность непроточного режима промывки, по прошествии которого необходима смена воды. По найденному значению τ по формуле 6 находят величину концентрации загрязнений в предыдущих ванна непроточной промывки. Однако, для каждого конкретного случая производить расчёт по такой сложной формуле не надо. Вместо этого предлагается следующий порядок расчёта продолжительности непроточного режима работы ванн промывки.
В табл. 9 и 10 представлены расчётные величины концентраций загрязнений в ваннах непроточной промывки и продолжительности непроточного режима работы соответственно двух и трёх ванн промывки в зависимости от концентрации компонентов в технологической ванне (со) для наиболее часто встречающихся величин предельной концентрации отмываемых компонентов (cn).
Таблица 9
Продолжительность непроточного режима работы двух ванн промывки F=1 м2/ч, Vпр =1000 л, q=0,2 л/м2
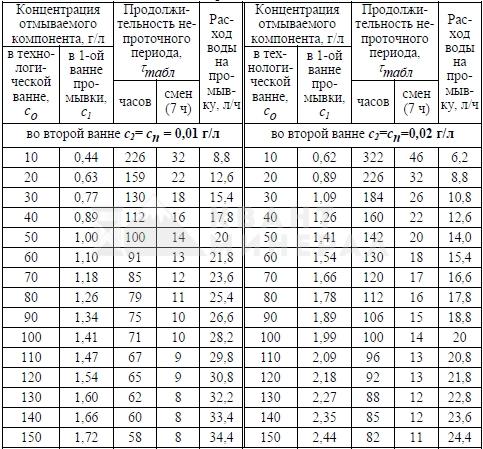
Таблица 10
Продолжительность непроточного режима работы трёх ванн промывки F=1 м2/ч, Vпр =1000 л, q=0,2 л/м2
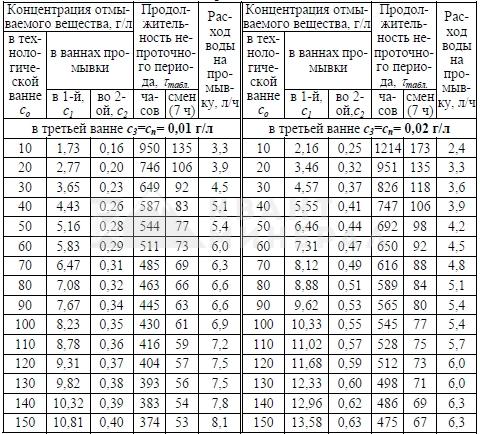
Объём ванн промывки составляет по 1000 л при производительности технологической ванны 1 м2/ч и удельном выносе раствора 0,2 л/м2.
Часовой расход воды на промывку рассчитан делением суммарного объёма ванн промывки на продолжительность непроточного режима.
Если практические условия (со, Vпр., F, q) не совпадают с вышеуказанными, то в этом случае табличные значения корректируют на реальные условия по следующей формуле:
 (9.7)
(9.7)
Продолжительность непроточного режима повышается при увеличении числа ванн улавливания: при промывке в двух ваннах улавливания продолжительность непроточного периода составляет от нескольких суток до нескольких недель, при промывке в трёх ваннах улавливания – от нескольких недель до нескольких месяцев, а при промывке в четырёх ваннах улавливания – от нескольких месяцев до нескольких кварталов.
Кроме того, продолжительность непроточного режима повышается при увеличении объёма и количества ванн улавливания и уменьшается с ростом величины удельного выноса электролита (с усложнением профиля деталей) и производительности ванн. Например, при промывке деталей после блестящего никелирования на подвесках производительностью F=3 м2/ч (удельный вынос электролита q=0,2 л/м2, концентрация по Ni2+ со=60 г/л или 270 г/л NiSO4·7H2О) в двух ваннах улавливания объёмом по 800 л (предельная концентрация никеля в последней ванне улавливания составляет сп= 0,01 г/л) продолжительность непроточного режима составляет 24 ч (3 смены), а в случае промывки в семи ваннах улавливания продолжительность непроточного режима составляет 1493 ч, что соответствует 180 сменам или более чем 8 месяцам односменной работы.
Если снизить производительность никелирования до 2 м2/ч, то продолжительность непроточного режима работы семи непроточных ванн составит 2238 ч (273 смены или более года односменной работы), т.е. в данном случае только через год (!) работы потребуется замена семи ванн промывки общим объёмом 5,6 м3.
Следует отметить, что если технологическая ванна, после которой осуществляется промывка только в непроточных ваннах, работает с подогревом электролита, то нормируемое водопотребление в нескольких непроточных ваннах промывки позволяет организовать бессточную операцию за счёт подбора такого количества ванн непроточной промывки, которое обеспечивало бы равенство объёмов водопотребления и испарения жидкости из технологической ванны. В этом случае обеспечивается полный возврат промывной воды в технологическую ванну для восполнения потерь от испарения электролита. Например, промывка в четырёх ваннах улавливания обеспечивает бессточную операцию никелирования деталей на подвесках при температуре электролита 50 °С и производительности 3 м2/ч со следующими параметрами: удельный вынос электролита q=0,2 л/м2, концентрация по Ni2+ со=60 г/л или 270 г/л NiSO4·7H2О. На рис. 1 представлен пример материального баланса бессточной операции никелирования. Из рис. 9.6 видно, что через 353 ч (более 2-х месяцев односменной работы) промывная вода из первой ванны улавливания сливается в сборник для подкисления и последующей корректировки уровня электролита в технологической ванне, из второй ванны улавливания вода переливается в первую ванну, из третьей – во вторую и т.д., в последнюю ванну улавливания заливается дистиллированная вода или конденсат.

Рис.1. Материальный баланс бессточной операции никелирования (ванна никелирования с внутренними размерами 1500х1000х1000 мм и рабочим объёмом 1300 л): Ni – ванна никелирования (3 м2/ч), Ул – ванны промывки (с внутренними размерами 1200х700х1000 мм и рабочим объёмом по 800 л), работающие в периодически непроточном режиме, Сб – сборник промывной воды
Возможно использовать схему бессточной промывки без установки сборника: по мере уменьшения уровня электролита в технологической ванне в неё доливают воду из первой ванны улавливания, куда столько же воды доливают из второй ванны улавливания и т.д. Для того, чтобы в рассматриваемых условиях обеспечить бессточную промывку с помощью только трёх ванн улавливания, необходимо в одной ванне улавливания подогревать воду до 60 °С.
Представленная схема бессточной операции не является универсальной – конкретное воплощение схемы зависит от производительности технологической ванны, объёма ванн улавливания, площади зеркала раствора, концентрации и температуры электролита, сложности профиля обрабатываемых деталей, температуры и влажности окружающего воздуха, эффективности работы бортовых отсосов, времени выдержки деталей над технологической ванной, продолжительности и интенсивности промывки.
Таким образом, можно сделать следующий вывод о назначении ванн с периодически непроточным режимом работы (уловителей). Ванны улавливания предназначены для:
– улавливания ценных и высокотоксичных компонентов (драгоценные металлы, соединения хрома (VI), никеля, меди и т.п.) для их утилизации или обезвреживания;
– подпитки ванн с технологическими растворами, работающими при повышенной температуре, что одновременно позволяет осуществлять частичный возврат компонентов растворов в технологическую ванну;
– сокращения расхода воды на промывку за счёт уменьшения уноса компонентов технологических растворов в промывные воды;
– организации бессточных операций;
– организации нормированного водопотребления, особенно при небольших расходах воды без применения контрольно-регулирующей аппаратуры.
Расчет концентраций при проточной промывке с одной ванной улавливания
Если промывка осуществляется в ваннах проточной промывки с одной ванной улавливания, то при определении концентрации какого- либо вещества в промывной воде по формуле (3) необходимо из количества вещества, уносимого из технологической ванны m=q·F·сo, вычесть количество вещества, накапливающегося в ванне улавливания. Для приближённого расчёта концентрации компонентов электролита в промывной воде при устоявшейся работе ванны улавливания можно принять, что в ванне улавливания задерживается 60%, а уносится в последующие проточные ванны промывки 40% от массы вынесенных из технологической ванны компонентов (как и в случае расчёта расхода воды на промывку при наличии ванны улавливания). Тогда формула примет упрощённый вид:
 (8)
(8)
При достижении концентрации веществ в ванне улавливания половинной концентрации компонентов технологического раствора воду из уловителя необходимо сменить на свежую.
Периодичность смены воды в ванне улавливания определяется по формуле:
![]() (9)
(9)
где Sсм – площадь поверхности деталей, после обработки которых необходимо воду сменить, м2; V – объём ванны улавливания, л; q – удельный унос растворов, л/м2.
Можно организовать работу ванны улавливания без смены в ней воды. Если изменить последовательность промывки, то можно не только вообще не контролировать концентрацию веществ в ванне улавливания или величину площади обработанных деталей, но и исключить необходимость в сбросе и нейтрализации отработанной воды.
Предлагаемый способ заключается в двукратном окунании деталей в ванну улавливания – первый раз перед обработкой (ход 1), а второй раз после обработки в технологической ванне (ход 3) по схеме, представленной на рис. 2.

Рис. 2. Измененная схема использования ванны улавливания: Т – технологическая ванна, Ул – ванна улавливания, П – ванна промывки
Отмываемые компоненты уносятся из ванны улавливания два раза, а приносятся в неё один раз, вследствие чего концентрация отмываемых компонентов в ванне улавливания экспоненциально стремиться к половине концентрации компонентов в технологическом растворе (рис. 3. кр. 2). При традиционной последовательности движения деталей (слева направо последовательно по ваннам Т, Ул и П) концентрация веществ в ванне улавливания экспоненциально стремиться к концентрации компонентов в технологическом растворе (рис. 3. кр. 1). Таким образом, по сравнению со схемой промывки без уловителя унос отмываемых компонентов в последующие проточные промывные ванны, потери химикатов и затраты на очистку сточных вод, а также загрязнённость сточных вод или расход воды на промывку сокращается более чем в 2 раза.
Этот способ использования ванны улавливания особенно ценен для сокращения в 2 раза уноса в промывные воды тех компонентов технологических растворов, обезвреживание которых весьма затруднительно, например, нитратов, нитритов, фосфатов, аммония, сульфатов, хлоридов и т.п.
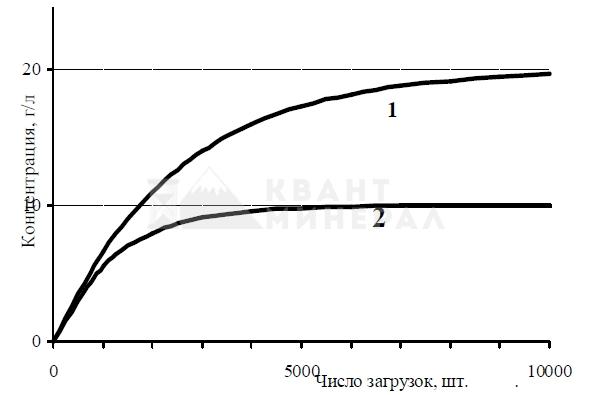
Рис. 3. Рост концентрации отмываемых веществ в ванне улавливания объёмом 1000 л (со= 20 г/л)
Кроме того, изменённая последовательность существенно облегчает обслуживание барабанных линий, когда вынос раствора из технологической ванны весьма значителен, и в ванне улавливания очень быстро достигается половинная концентрация компонентов технологического раствора, что при традиционной последовательности движения деталей требует частой смены воды в уловителе.
Следует отметить, что расчёты по приведённым в данной главе формулам (1)–(9) будут достаточно точными при следующих условиях: загрузки поступают ритмично, удельный вынос раствора с поверхностью деталей постоянен, расход воды на промывку деталей постоянен.
Источник: Виноградов С.С. “Организация гальванического производства.
Оборудование, расчет производства, нормирование.”, 2005 г.