В разделе 3 показана многовариантность системы промывок и, как следствие, разнообразие по объёму и количественному составу образующихся сточных вод одного и того же гальванического цеха. Организация более экономичной системы промывок позволяет экономить значительное количество воды и сократить объём образующихся жидких отходов. Но более экономичная система промывок не всегда является рациональной, так как с уменьшением объёма сточных вод увеличивается концентрация содержащихся в них компонентов технологических растворов, а это существенно влияет на работу очистного оборудования и не всегда в лучшую сторону.
Подход к системе промывок в гальваническом цеху
Рациональной является такая система промывок, которая обеспечивает получение требуемого качества покрытий с наименьшими капитальными затратами и оптимальным водопотреблением, которое обеспечивает получение сточных вод, объём и состав которых соответствует техническим характеристикам оборудования по очистке.
Зависимость эффективности работы очистного оборудования от параметров сточных вод имеет два практических приложения:
- перед выбором той или иной системы промывок необходимо убедиться в возможности очистных сооружений по очистке образующихся сточных вод, и наоборот;
- выбор того или иного очистного оборудования тесно связан с применяемой системой промывок.
Таким образом, несмотря на то, что гальванический цех по видам обработки и производительности оборудования является малоизменяемой производственной системой, за счет гибкости системы промывок расширяется выбор очистного оборудования, появляется более широкая возможность организации локальных систем очистки и применения новых прогрессивных средств и методов очистки сточных вод. На этом основана адаптация гальванопроизводства и очистных сооружений.
Адаптация гальванопроизводства и очистных сооружений проводится следующим образом:
при проектировании строящихся и реконструкции старых цехов сначала рассчитывают объем и состав промывных и сточных № 2 соответствует 7-ми часовому объему хромсодержащих стоков и позволяет организовать сменную работу очистного оборудования в следующем режиме: в течение одной рабочей смены наполняется первый реактор, в это время обрабатывается сточная вода во втором реакторе. Во вторую смену наоборот – наполняется второй реактор, а в первом проводится обработка стоков. При обезвреживании кисло-щелочных стоков для первых двух схем промывок необходимы отстойники в несколько раз большего объема, чем для двух других схем промывок. Несмотря на свою простоту и универсальность, реагентный метод очистки является экологически наименее эффективным. Поэтому рассмотрим возможности использования других методов очистки сточных и, в первую очередь, промывных вод.
Решение по очистке стоков гальванического цеха
для варианта цexa № 1 схемы промывок 1.
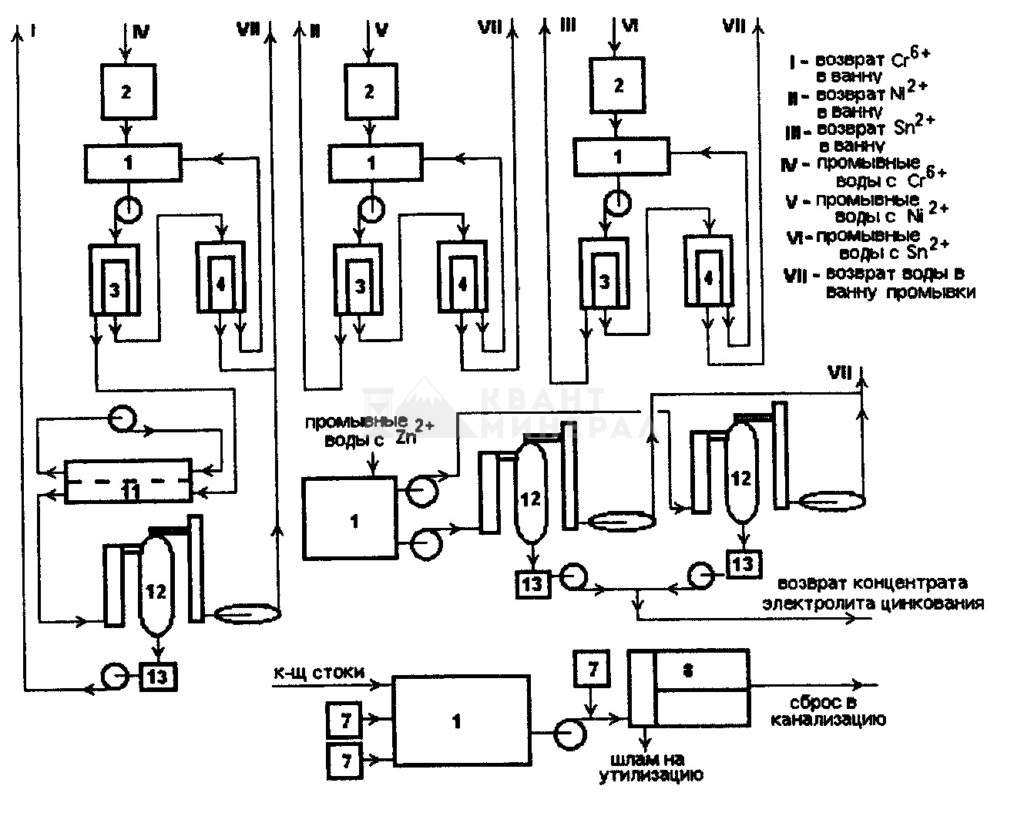
Большие объемы промывных вод, содержащих ионы тяжелых металлов (Zn2+, Ni2+, Sn2+), ограничивают выбор очистного оборудования. Наиболее приемлемой для данного случая является двухступенчатая электрофлотационная очистка с использованием электрохимического безреагентного модуля и модуля глубокой доочистки производительностью 10 м3/ч (рис. 4.6). При этом цинксодержащие промывные воды от обеих линий цинкования обрабатываются раздельными потоками по 9,25 м3/ч,
никельсодержащие промывные воды объемом 10,4 м3/ч – одним потоком, оловосодержащие промывные воды – двумя потоками по 6 м3/ч. Отсутствие вторичного загрязнения при локальной очистке безреагентным электрохимическим модулем позволяет после него получить флотошлам, содержащий гидроксиды тяжелых металлов и годный после подкисления для вторичного использования для корректировок основной ванны нанесения покрытия. Для подкисления флотошлама можно использовать анолит из электрокоррекгора pH. Количество возвращаемых ионов цинка, никеля и олова показано в таблице 5.1. После модуля глубокой доочистки флотошлам, состоящий из фосфатов цинка, никеля и олова, направляется на утилизацию. Принцип работы электрофлотационных модулей описан в гл. 4.5.
После электрофлотационной очистки вода смешивается с остальными кисло-щелочными промывными водами,
№ 2 соответствует 7-ми часовому объему хромсодержащих стоков и позволяет организовать сменную работу очистного оборудования в следующем режиме: в течение одной рабочей смены наполняется первый реактор, в это время обрабатывается сточная вода во втором реакторе. Во вторую смену наоборот – наполняется второй реактор, а в первом проводится обработка стоков. При обезвреживании кисло-щелочных стоков для первых двух схем промывок необходимы отстойники в несколько раз большего объема, чем для двух других схем промывок. Несмотря на свою простоту и универсальность, реагентный метод очистки является экологически наименее эффективным. Поэтому рассмотрим возможности использования других методов очистки сточных и, в первую очередь, промывных вод.
Решение Б очистки стоков
для варианта uexa № 1 схемы промывок 1.
Большие объемы промывных вод, содержащих ионы тяжелых металлов (Zn2+, Ni2+, Sn2+), ограничивают выбор очистного оборудования. Наиболее приемлемой для данного случая является двухступенчатая электрофлотационная очистка с использованием электрохимического безреагентного модуля и модуля глубокой доочистки производительностью 10 м3/ч (рис. 4.6). При этом цинксодержащие промывные воды от обеих линий цинкования обрабатываются раздельными потоками по 9,25 м3/ч,
никельсодержащие промывные воды объемом 10,4 м3/ч – одним потоком, оловосодержащие промывные воды – двумя потоками по 6 м3/ч. Отсутствие вторичного загрязнения при локальной очистке безреагентным электрохимическим модулем позволяет после него получить флотошлам, содержащий гидроксиды тяжелых металлов и годный после подкисления для вторичного использования для корректировок основной ванны нанесения покрытия. Для подкисления флотошлама можно использовать анолит из электрокоррекгора pH. Количество возвращаемых ионов цинка, никеля и олова показано в таблице 5.1. После модуля глубокой доочистки флотошлам, состоящий из фосфатов цинка, никеля и олова, направляется на утилизацию. Принцип работы электрофлотационных модулей описан в гл. 4.5.
После электрофлотационной очистки вода смешивается с остальными кисло-щелочными промывными водами, нейтрализуется до pH 6,5-8,5 в сборнике-нейтрализаторе и сбрасывается в канализацию. Концентрация в сбрасываемых водах цинка менее 0,002 мг/л, никеля менее 0,0011 мг/л, олова менее 0,0013 мг/л, что удовлетворяет требованиям ПДК.
Хромсодержащие стоки очищаются в гальванокоагуляторе типа КБ-8 производительностью (при очистке только от Сг6+) до 40 м3/ч (рис. 4.4). Механизм гальванокоагуляционной очистки описан в гл. 4.3. Принципиальное решение Б очистки стоков для варианта цеха№ 1 и схемы промывок 1 показана на рис.5.1.
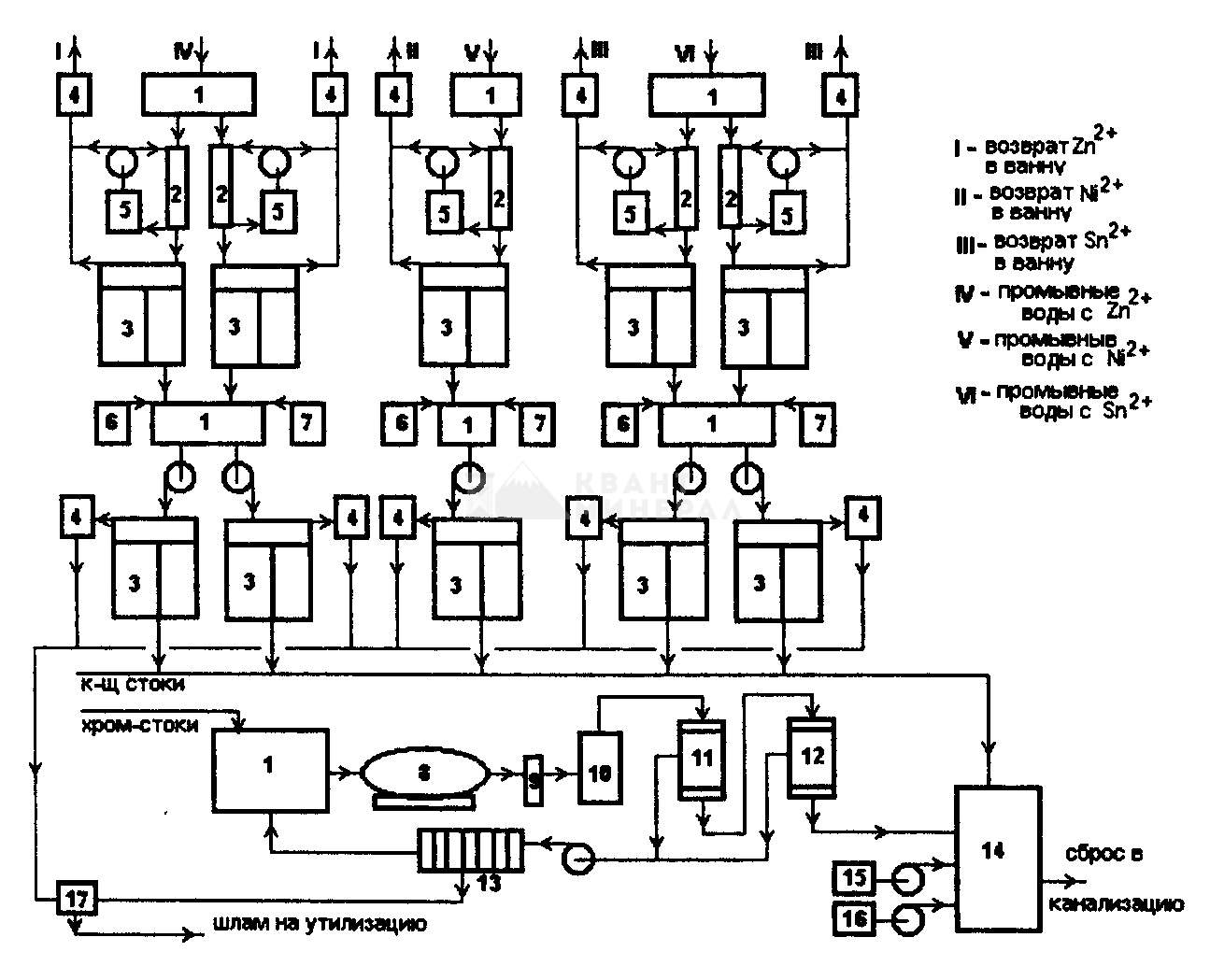
Рис. 5.1. Решение Б очистных сооружений для варианта цеха Ms 1 схемы промывки 1: 1 – сборник, 2 – электрокорректор pH, 3 – электрофлотатор, 4 – накопитель флотошлама, 5 – накопитель кислого раствора, 6 – емкость с фосфатом, 7 – емкость с полиакриламидом, 8 – гальванокоагулятор, 9 – ловитель скрапа, 10 – отстойник, 11 – механический фильтр, 12 – фильтр с плавающей загрузкой, 13 – пресс-фильтр, 14 – нейтрализатор, 15 – емкость с раствором кислоты, 16 – емкость с щелочным раствором, 17 – сборник шлама.
Решение для очистки стоков гальванического производства с двумя промывками
для варианта цexa№ 1 схемы промывок 2.
Близкие по значению объемы промывных и сточных вод данной схемы промывок к предыдущей схеме определили незначительное отличие данного решения очистки от предыдущего. В данном случае объем никельсодержащих промывных вод позволяет применить обратноосмотическую установку типа УРЖ- 1200, которая позволяет возвратить в производство концентрат никелевого электролита и промывную воду. Принцип обратноосмотического метода очистки описан в гл.4.7. Для очистки хромсодержащих стоков объемом 17,85 м3/ч вместо гальванокоагулятора типа КБ-8 лучше подходит гальванокоагулятор типа КБ-1 производительностью до 25 м3/ч.
В остальном принципиальное решение Б для варианта № 1 схемы 2, представленное на рис.5.2, ничем не отличается от предыдущего.
Решение Б очистки стоков для варианта цеха № 1 схемы промывок 3.
Резкое сокращение объемов сточных вод (до 10 м3/ч) значительно расширило выбор очистного оборудования. В данном случае для очистки общего потока кисло-щелочных сточных вод использован безреагентный электрохимический модуль (электрофлотатор с электрокорректором pH) производительностью 10 м3/ч. Ионы цинка, никеля и олова, выделяющиеся в виде флотошлама, направляются на утилизацию. Хромсодержащие стоки обезвреживаются с помощью электрокоагулятора, после чего они смешиваются с очищенными кисло-щелочными водами и направляются в модуль глубокой доочистки. Причем в данном случае модуль глубокой доочистки будет выполнять свою роль и без введения в обрабатываемую воду фосфатов, так как в сточных водах уже содержится достаточное количество фосфатов (от операции электрохимического полирования). Флотошлам от модуля глубокой доочистки смешивается с флотошламом от первой степени электрофлотационной очистки и направляется на утилизацию, а очищенные воды сбрасываются в канализацию. Конечная концентрация цинка, никеля и олова в сбрасываемой воде после смешения очищенных кисло-щелочных и хромсодержащих стоков не превышает 0,006 мг/л, что соответствует требованиям ПДК.
Принципиальное решение Б очистки стоков для варианта цеха № 1 и схемы промывок 3 показана на рис.5.3.
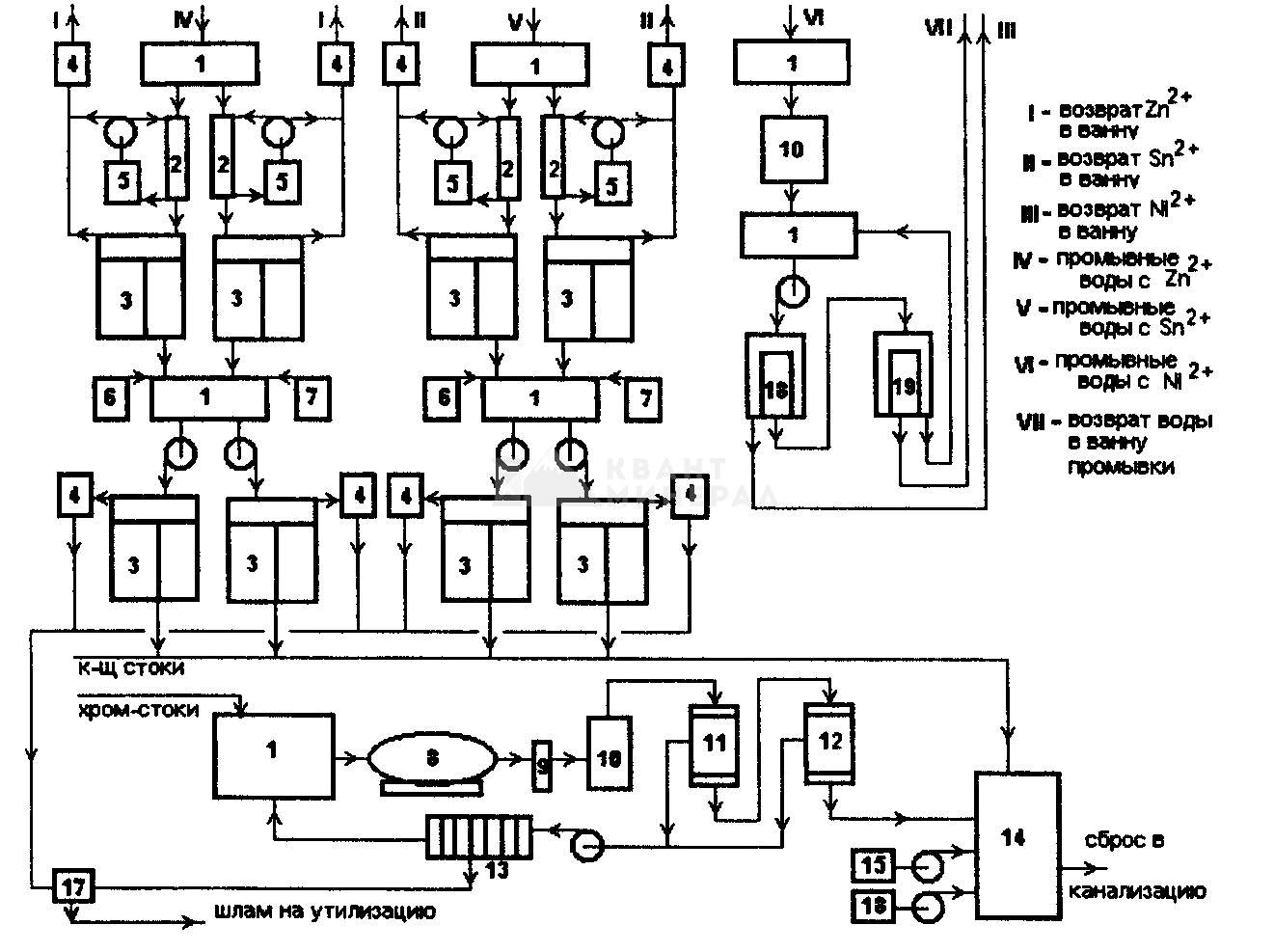
Рис. 5.2. Решение Б очистных сооружений для варианта цеха № I схемы промывки 2: 1 – сборник, 2 – электрокорректор pH, 3 – электрофлотатор, 4 – накопитель флотошлама, 5 – накопитель кислого раствора, 6 – емкость с фосфатом, 7 – емкость с полиакриламидом, 8 – гальванокоагулятор, 9 – ловитель скрапа, 10 – отстойник, 11 – механический фильтр, 12 – фильтр с плавающей загрузкой, 13 – пресс-фильтр, 14 – нейтрализатор, 15 – емкость с раствором кислоты, 16 – емкость с щелочным раствором, 17 – сборник шлама, 18 – 1-ая ступень обратноосмотической установки, 19 – 2-ая ступень обратноосмотической установки
Принципиальная схема данного решения показана на рис. 5.4 и представляет собой гальванокоагуляционный метод очистки кисло-щелочных стоков совместно с хромсодержащими стоками в одном потоке с использованием гальванокоагулятора типа КБ-8 или ТЭМЗ-15 с последующей доочисткой в электрофлотационном модуле глубокой доочистки без введения фосфатов. Объем стоков (7,95 м3/ч) и содержание ионов тяжелых металлов и
шестивалентного хрома вполне удовлетворяет техническим характеристикам гальванокоагулятора КБ-8, у которого при обработке смешанного стока производительность составляет 15 м3/ч.
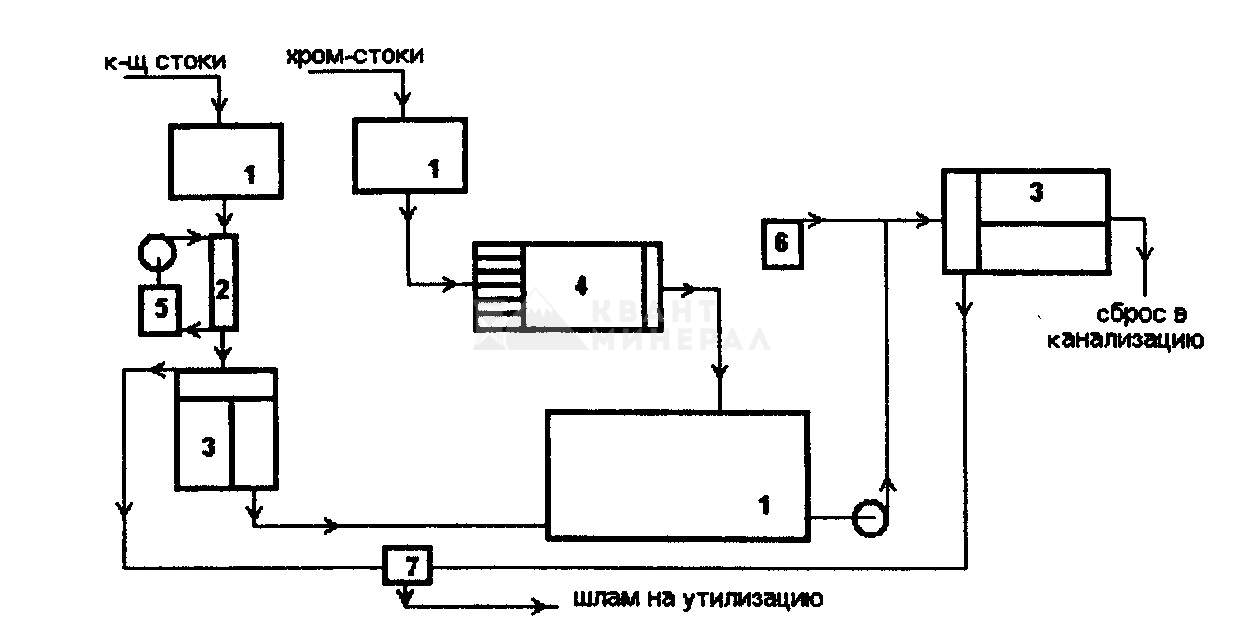
Рис. 5.3. Решение Б очистных сооружений для варианта цеха Ms 1 схемы промывки 3: 1 – сборник, 2 – электрокорректор pH, 3 – электрофлотатор, 4 -электрокоагулятор, 5 – накопитель кислого раствора, 6 – емкость с полиакриламидом, 7 – сборник шлама.
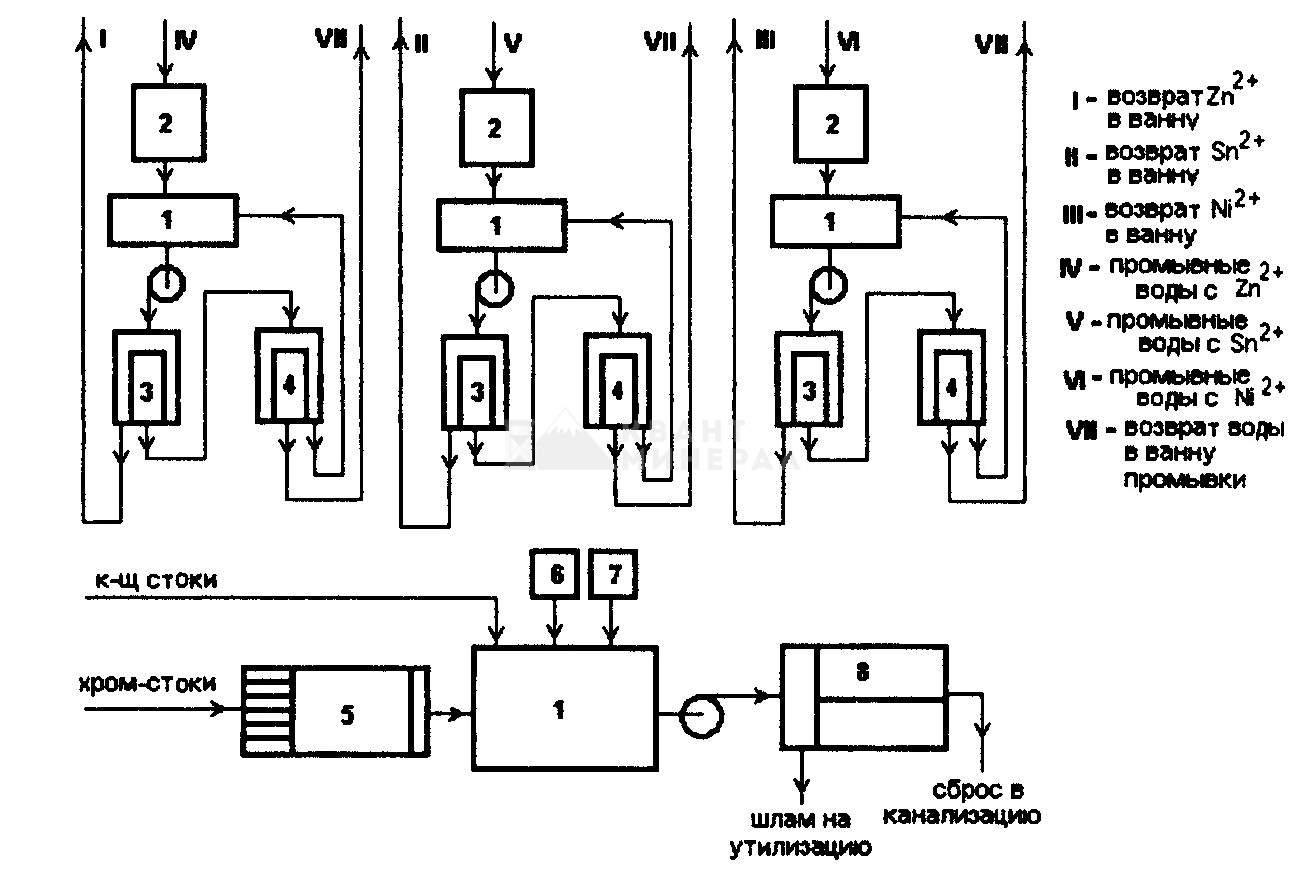
Рис. 5.4. Решение В очистных сооружений для варианта цеха № 1 схемы промывки 3: 1 – сборник, 2 – гальванокоагулятор, 3 – ловитель скрапа, 4 – отстойник, 5 – механический фильтр, 6 – фильтр с плавающей загрузкой, 7 – пресс- фильтр, 8 – электрофлотатор, 9 – емкость с полиакриламидом, 10 сборник шлама.
Решение Г очистки стоков для варианта цеха № 1 схемы промывок 3.
Локальная очистка цинк-, никель- и оловосодержащих промывных вод в данном решении основана на обратноосмотическом методе с использованием обратноосмотических установок УГОС-2 для обработки цинк- и оловосодержащих промывных вод и УРЖ-1200 для обработки никельсодержащих промывных вод. Эти двухступенчатые установки позволяют организовать водооборот и возврат концентратов электролитов в технологические ванны.
Хромсодержащие стоки очищаются от шестивалентного хрома в электрокоагуляторе и смешиваются с остальными кислощелочными промывными водами в отдельном сборнике, где нейтрализуются до pH 8-9 и направляются на очистку от жиров, масел, ПАВ, ионов железа и алюминия в электрофлотационный модуль глубокой доочистки, после чего сбрасываются в канализацию. Флотошлам направляется на утилизацию. Принципиальная схема решения Г очистки стоков для варианта цеха№ 1 и схемы промывок 3 показана на рис.5.5.
Решение Б очистки стоков для варианта цеха № 2.
В данном решении кисло-щелочные сточные воды в общем потоке очищаются от ионов тяжелых металлов, жиров, масел и ПАВ на двухступенчатой электр офлотационной установке с использованием безреагентного электрохимического модуля (1-я ступень) и модуля глубокой доочистки (2-я ступень). Остаточная концентрация ионов тяжелых металлов менее 0,01 мг/л. Образующийся флотошлам направляется на утилизацию.
Объем хромсодержащих стоков (650 л/ч) позволяет организовать не только их очистку, но и возврат соединений шестивалентного хрома в производство. Для этого сначала все хромсодержащие промывные воды на двухступенчатой обратноосмотической установке УГОС-2 концентрируются, 90-96% воды возвращается на промывочные операции, а концентрат поступает в анодное пространство диафрагменного электролизера, где окисляется трехвалентный хром до шестивалентного, а загрязняющие катионы (железо, цинк, натрий и т.п.) переходят в катодное пространство. Таким образом, в анодном пространстве
накапливаются очищенные от загрязнений соединения шестивалентного хрома и сульфат- и фосфат-анионы. Этот анолит упаривают в вакуум-выпарной установке “Сайгак-100”, после чего конденсат возвращается в промывные ванны, а концентрат годен для корректировки электролита электрохимического полирования нержавеющих сталей. Принцип действия вакуум-выпарных установок описан в гл. 4.11. Принципиальная схема решения Б очистки стоков варианта цеха № 2 приведена на рис. 5.6.
Решение В очистки стоков для варианта цеха № 2.

Рис. 5.5. Решение Г очистных сооружений для варианта цеха Ms 1 схемы промывки 3: 1 – сборник, 2 – механический фильтр, 3 – 1-ая ступень обратноосмотической установки, 4 – 2-ая ступень обратноосмотической установки, 5 – электрокоагулятор, 6 – емкость с раствором кислоты, 7 – емкость с щелочным раствором, 8 – электрофлотатор.
Решение В очистки отличается от решения Б очистки стоков варианта цеха № 2 только способом очистки кисло-щелочных стоков. В данном случае промывные воды, содержащие никель и олово, отдельными потоками направляются на двухступенчатые обратноосмотические установки типа УГОС-2, которые позволяют возвратить концентрат электролитов в ванны нанесения покрытия и обеспечивают водооборот промывной воды. Расчетное количество промывной воды после операции цинкования составляет 29 л/ч на каждой линии цинкования (в табл. 3.4 указаны округленные расчетные значения до величины 50 л/ч для удобства регулировки расхода воды), что вписывается в величину производительности вакуум-выпарной установки “Сайгак-300” – 37 л/ч.

Рис. 5.6. Решение Б очистных сооружений для варианта цеха № 2:
I – сборник, 2 – электрокорректор pH, 3 – электрофлотатор, 4 – накопитель кислого раствора, 5 – емкость с фосфатом, 6 – емкость с полиакриламидом, 7 – накопитель флотошлама, 8 – механический фильтр, 9-1-ая ступень обратноосмотической установки, 10 – 2-ая ступень обратноосмотической установки, 11 • диафрагменный электролизер, 12 – вакуум-выпарная установка, 13 – сборник концентрата.
Поэтому цинксодержащие промывные воды от двух линий цинкования направляются на две вакуум-выпарные установки “Сайгак-300”, которые обеспечивают полный возврат в производство чистой промывной воды и концентрата электролита цинкования.
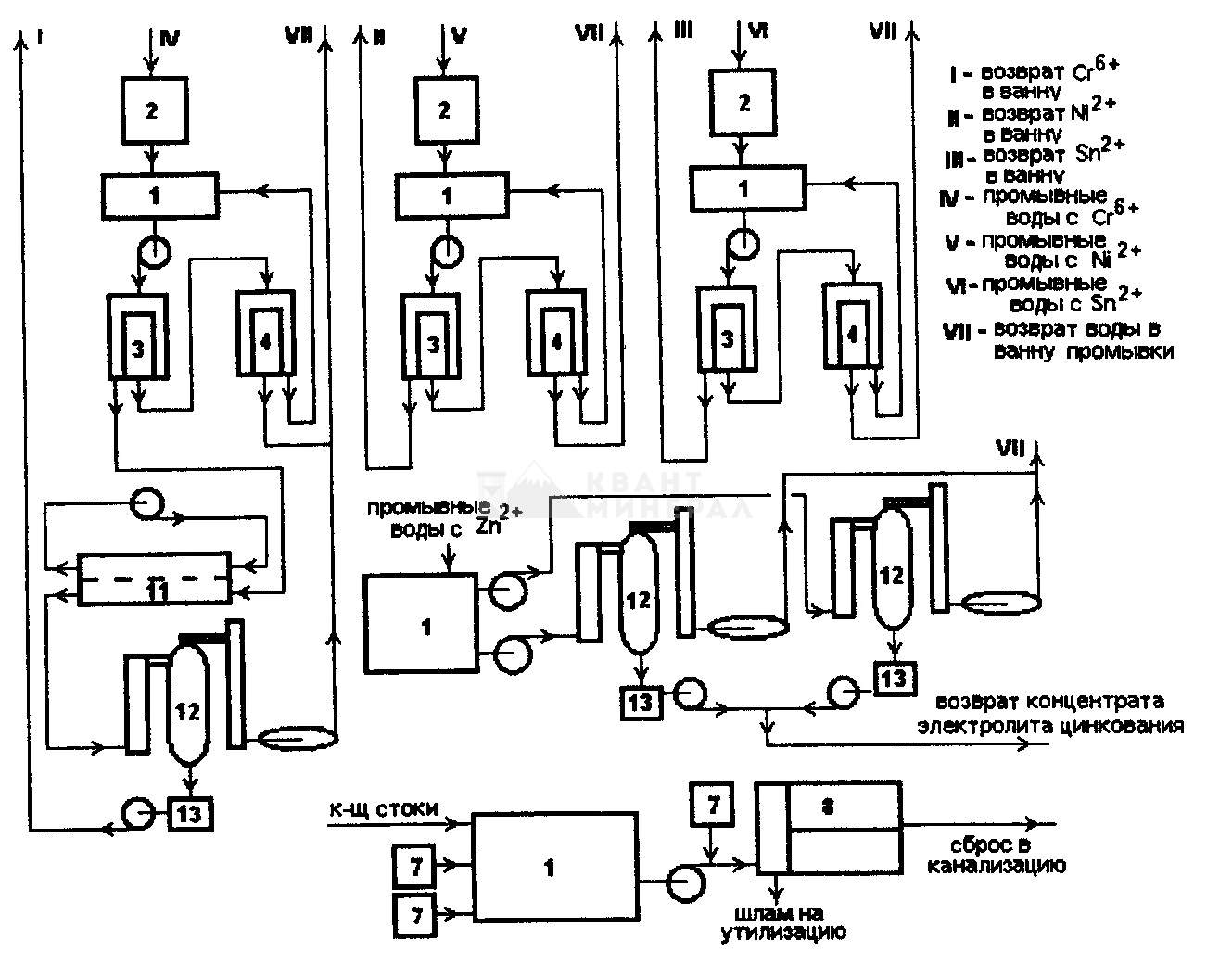
Рис. 5.7. Решение В очистных сооружений для варианта гальванического цеха
- – сборник, 2 – механический фильтр, 3 – 1-ая ступень обратноосмотнческой установки, 4 – 2-ая ступень обратноосмотнческой установки, 5 – вакуум-выпарная установка, 6 – сборник концентрата, 7 – емкость с раствором кислоты, 8 – емкость с щелочным раствором, 9 – емкость с полиакриламидом, 10 – электрофлотатор,
- – диафрагменный электролизер.
Остальные кисло-щелочные промывные воды собираются в отдельном сборнике, нейтрализуются до pH 8-9 и обрабатываются на электрофлотационном модуле глубокой доочистки (от жиров, масел, ПАВ, ионов железа и алюминия) без добавления фосфатов, после чего сбрасываются в канализацию, а образующийся при этом флотошлам направляется на утилизацию.
Таким образом, данное решение по очистке сточных вод, принципиальная схема которого приведена на рис. 5.7, является самым экологически безопасным, т.к. оно обеспечивает максимальный возврат химикатов и воды в производство.
В табл.5.1 представлен краткий материальный баланс для всех здесь рассмотренных решений очистки. Из табличных данных следует, что для условий действующего цеха (вариант цеха № 1) самым ресурсосберегающим и экологически безопасным является схема промывок 3 и решение Г очистки сточных вод. При проектировании нового или реконструкции старого цеха можно выбрать либо вариант цеха № 2 с решением В очистки стоков, либо вариант цеха № 1 со схемой 3 промывок и решением Г очистки стоков, так как их воздействие на окружающую среду минимально. В этом случае выбор варианта цеха и схемы промывок будет зависеть от других, в основном экономических, условий.
Таблица 5.1
Материальный баланс по воде и ионам тяжелых металлов
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Возможны и другие решения по очистке сточных вод, основанные на других методах, в том числе ионообменном, электродиализном и т.д., которые хорошо проявляют себя при локальной обработке малых объемов промывных вод. Впрочем, показать все возможные решения очистки сточных вод не является в нашем случае главным; основной целью данной работы является показать многовариантность решений очистки стоков, вытекающую из гибкости водопотребления, достигаемой применением различных схем промывок.
Дополнительный вывод, который можно сделать из рассмотренного материала, заключается в том, что создание полного водооборота не должно быть самоцелью, т.к. с точки зрения как экологической безопасности гальванического производства так и экономической целесообразности главной целью должны быть рационализация водопотребления и оптимизация системы очистки. Это очевидно, если сравнить затраты, необходимые для обеспечения оборота 123,05 м3/ч воды и для организации очистки 6,7 м3/ч стоков (табл.5.1). Водооборот целесообразно организовывать после рационализации водопотребления и оптимизации системы очистки: при локальной очистке стоков от отдельных технологических операций или общего уже очищенного от токсичных загрязнений стока небольшого объема.