В процессах хромирования электролиты загрязняются примесями металлов вследствие растворения материала деталей, а также ионами Сг3+ из-за нарушения соотношения анодной и катодной поверхностей. Повышение содержания примесных металлов существенно снижает удельную электропроводимость раствора электролита, приводит к уменьшению выхода по току, рассеивающей и кроющей способностей электролитов хромирования. Загрязнение электролитов ионами меди, железа, никеля, цинка и других металлов снижает антикоррозионные свойства хромовых покрытий. В случае использования саморегулирующихся электролитов, содержащих фториды или кремнийфториды, растворимость и накопление ионов посторонних металлов возрастает.
Ионообменный метод в гальваническом производстве
Очистку электролитов хромирования от примесных металлов ионообменным методом проводят с помощью сильнокислотных катионообменных смол в Н-форме для связывания металлов и выделения в раствор эквивалентного количества ионов водорода. Однако, этот метод применим только для регенерации разбавленных электролитов с концентрацией СгО3 до 100 г/л. При более высокой концентрации происходит деструкция смол с одновременным восстановлением Cr(VI) до Сг(Ш).
Поэтому рекомендуется проводить регенерацию раствора хромирования совместно с регенерацией хрома (VI) из промывных вод от ванн улавливания или каскадных ванн промывки. В этом случае хромсодержащие растворы пропускают поочередно через катионообменные и анионообменную колонки. В катионитовой колонке из растворов удаляются катионы Сг3+, Zn2+, Fe3+, Cu2+ и др. В качестве катионита может быть использована сульфостирольная смола марки КУ-2-8 в Н-форме. Десорбция производится 10 %-ным раствором серной кислоты. В анионитовой колонке адсорбируются анионы хромовой кислоты. В качестве анионита используются иониты марки АВ-17-8, АВ-29, АВ-17-16. Десорбция анионитовых смол осуществляется раствором едкого натра. Образующийся элюат в виде хромата натрия направляется в катионообменную колонку для удаления ионов натрия.
При этом происходят следующие реакции:
Первая катионитовая колонка:
Сорбция 3[R-SО3H] + Сг3+ —» [R-SО3]3Cr + ЗН+
Десорбция [R-SO3]3Cr +ЗН+ —» 3[R-SO3H] + Сг3+
Анионитовая колонка:
Сорбция 2R-OH + СгО3 —» [R’ ]2СгO4 + Н2О
Десорбция [R’ ]2Сг04 + 2NaOH —> 2R-OH + Nа2СгO4
Вторая катионитовая колонка:
Сорбция Na2Cr04 + 2[R-SO3H] —> 2[R-SO3Na] + СгО3 + Н2О
Десорбция [R-SO3Na] + Н+ —> [R-SO3H] + Na+
Регенерированная хромовая кислота с концентрацией СгО3 в пределах 50-60 г/л после частичного выпаривания направляется в ванны хромирования для корректировки электролита.
Для регенерации электролитов хромирования с концентрацией СгО3 150-300 г/л целесообразно применять электрохимические методы регенерации. В большинстве случаев анодными материалами служат свинец, сплавы его с сурьмой, серебром и оловом, графит, титан, сталь, покрытая окисью свинца или марганца. Катоды изготавливаются из меди или нержавеющей стали. Так как реакции окисления и восстановления протекают почти с одинаковой скоростью, то для исключения попадания в катодную зону ионов Сг*+ необходимо с помощью диафрагмы отделить катодное пространство от анодного, куда заливается раствор. Наиболее устойчивыми для этих целей являются специально изготавливаемые керамические и фторопластовые диафрагмы, а также из винипора, винипласта, пористого стекла. Диафрагмы должны обладать рядом технических свойств: химической стойкостью в агрессивных средах, низким электросопротивлением, достаточно высокой скоростью движения ионов, обеспечивающих протекание тока, и низкой скоростью перемещения других компонентов раствора, механической стойкостью, длительностью срока службы.
Процесс протекает при температуре 40-60 °С, плотности анодного тока 3-4 А/ду2, катодного тока 17-20 А/дм2. Католитом служит раствор серной кислоты или смеси солей сульфатов и бисульфатов. Использование ионитовых мембран для разделения катодного и анодного пространств проблематично, так как большинство из них в хромсодержащих растворах теряет селективность. Наиболее стойкими в этих условиях являются ионитовые мембраны марок МАЛ-2 и МП-2. При использовании анионитовых мембран отработанные электролиты хромирования помещают в катодную камеру, а в анодную – 3-4 %-ный раствор серной кислоты. Электролиз в этом случае позволяет вернуть в производство 40-50 % хромовой кислоты, остальное количество идет на осаждение гидроокиси хрома. Раствор хромовой кислоты после окончания электролиза в анодной камере практически не содержит примесей Сг3+, Сu2+ и других металлов, которые осаждаются в катодной камере преимущественно в виде гидроокисей.
Электродиализ гальванического цеха
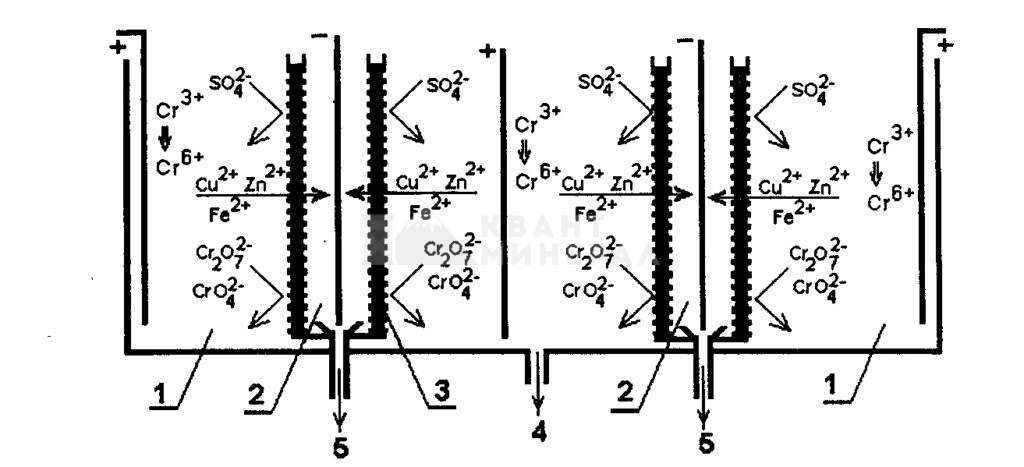
При использовании катионитовых мембран отработанные электролиты хромирования помещают в анодную камеру диафрагменного электролизера, а в катодную заливают 5 %-ный раствор серной кислоты или сульфата натрия, подкисленного серной кислотой. Это позволяет обеспечить практически полное удаление примесей Сг3+ и большей части (70-90 %) примесей железа, цинка, меди без снижения концентрации хромовой кислоты. Примеси металлов осаждаются в катодном пространстве в виде осадков гидроокисей или в виде рыхлого, порошкообразного, легко отделяемого осадка, частично осыпающегося с поверхности катодов. Схема процесса электродиализа показана на рис.6.2. Процесс ведут при катодной плотности тока 2,7-10 А/дм2 и объемной плотности тока 2,2-8 А/л. Расход электроэнергии на обработку 1 л электролита хромирования составляет 0,4-1,7 кВт-ч.
Мембраны перед монтажом предварительно вымачиваются в 5 %-ном растворе серной кислоты под прессом и после набухания подлежат сборке. Для обеспечения механической прочности мембран их помещают между сепараторными сетками из винипласта, а температуру анолита и католита поддерживают в пределах 40-50 °С путем искусственного охлаждения.
В процессах без дополнительного охлаждения за 20 ч электролиза при 2,7 А/дм2 концентрация Cr3+, Cu2+, Fe3+ в анолите снижается соответственно с 5,8; 11,3 и 3,8 до 0; 2,5 и 1,2 г/л, а за 16 ч при плотности тока 3,3 А/дм2 – до 0; 1,9 и 0,6 г/л. Расход электроэнергии составляет соответственно 600 и 640 кВт-ч/м3. В условиях охлаждения электролитов эффективность удаления примесей Сг3+ составляет 20-45%, Сu2 – 32-94%, а расход электроэнергии – 612-1400 кВт ч.
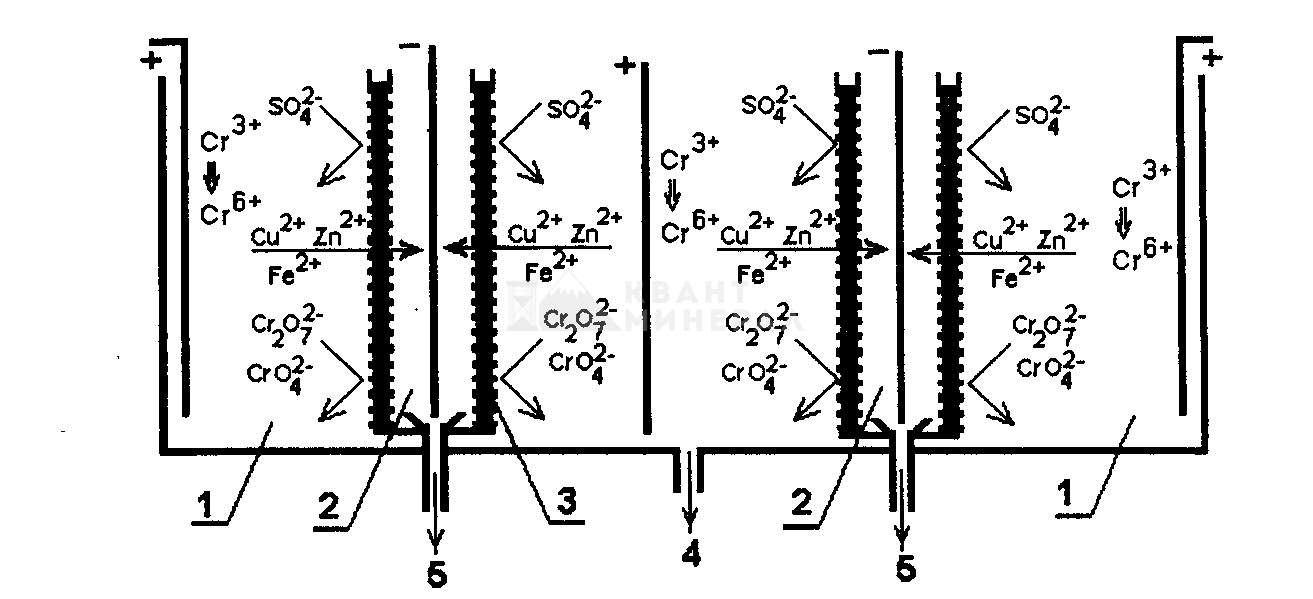
Рис. 6.2. Схема процесса электродиализа: 1-анодное пространство, 2-катодное пространство, 3-катионитовые мембраны с сепараторными сетками, 4-выпуск очищенного раствора хромирования, 5-выпуск раствора сульфатов примесных металлов и металлического порошка.
Отработанные растворы хроматирования и травления меди весьма часто подлежат сливу из-за быстрого выхода из строя, хотя такие растворы еще содержат достаточно большое количество хромовой кислоты и других компонентов, необходимых для обработки поверхности.
Регенерацию отработанных растворов хроматирования и травления меди можно проводить путем фильтрации их через слой сильнокислотного катионита типа КУ-23 или амфотерного ионита АНКБ, где протекают следующие ионообменные реакции:
2R-H + Zn2+ «-» R2-Zn + 2Н+ ,
2R-H + Сu2+ «-» R2-Cu + 2Н+ ,
3R-H + Сг3+ «-» R3-Cr + ЗН+ .
Преимущественное высвобождение ионов водорода в процессе регенерации позволяет поддерживать кислотность раствора на оптимальном уровне, составляющем 1,2-1,4. Лишь после 7-8 регенерационных циклов возникает необходимость корректировки раствора по кислотности. Использование электрохимических методов регенерации в данном случае аналогично электрохимической регенерации электролитов хромирования.