Расчёт расхода воды на промывку в гальваническом производстве

Источник: Виноградов С.С. “Организация гальванического производства.
Оборудование, расчет производства, нормирование.”, 2005 г.
Основные положения расчета расхода воды при промывке
Одним из главных факторов, определяющих расход воды, является удельный вынос раствора q (л/м2) из ванны поверхностью деталей, который зависит от сложности профиля детали, состояния поверхности и времени стекания раствора. При расчётах принимают максимальные значения удельного выноса раствора, представленные в табл. 1.
Кроме того, расход воды на промывку зависит от требуемого качества промывки, которое определяется кратностью разбавления вынесенных с поверхностью деталей компонентов растворов:
К=сo /сn ,
где сo – концентрация отмываемого компонента в технологической ванне, сn – предельная концентрация отмываемого компонента в последней (по ходу движения деталей) ступени промывки (смотри табл. 4).
Таблица 1
Максимальная норма удельного выноса раствора
| Вид обработки | Время стекания не менее, с | Норма удельного выноса, л/м2 | |
| кислые растворы | щелочные и хромсодержащие растворы | ||
| На подвесках | 6 | 0,2 | 0,3 |
| В колоколах | 15 | 0,4 | 0,6 |
| В барабанах | 15 | 0,4 | 0,6 |
| В корзинах и сетках | 15 | 0,5 | 0,75 |
В общем виде расход воды на промывку определяется по формуле:
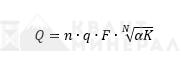 , (1)
, (1)
где Q – расход воды на промывку, л/ч; n – количество промывных ванн с собственной подачей воды; q – удельный вынос (унос) раствора, л/м2; F – площадь обрабатываемой поверхности в единицу времени (производительность линии или технологической ванны), м2/ч; α – коэффициент, учитывающий наличие ванн улавливания: α=1 в отсутствии уловителей, α=0,4 при одной, α=0,15 при двух и α=0,06 при трёх ваннах улавливания; K – кратность разбавления; N – количество ступеней проточной промывки.
При расчёте по формуле (1) за одну ванну с собственной подачей воды принимается не только одинарная ванна промывки, но и каскадная ванна вне зависимости от количества каскадов (ступеней, ёмкостей и т.п.), так как в неё на все каскады имеется только один ввод воды.
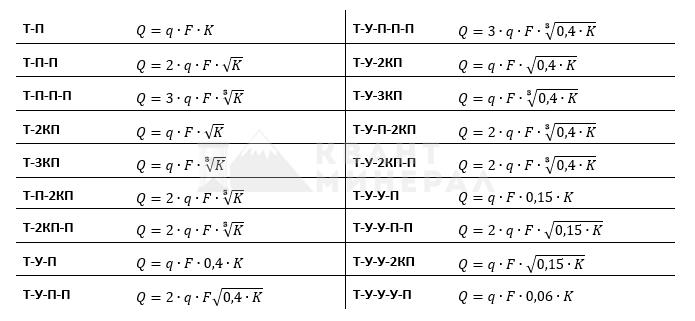
Для конкретных, наиболее часто встречающихся схем промывки формула (1) приобретает более простой вид, представленный в табл. 2.
Расчётное значение расхода воды на промывку является минимальным значением, ниже которого не будет обеспечиваться необходимое качество промывки, поэтому на практике следует применять расходы воды, увеличенные на 10-20 % по сравнению с расчётными.
Таблица 2
Формулы расчёта расхода воды для часто встречающихся схем промывки
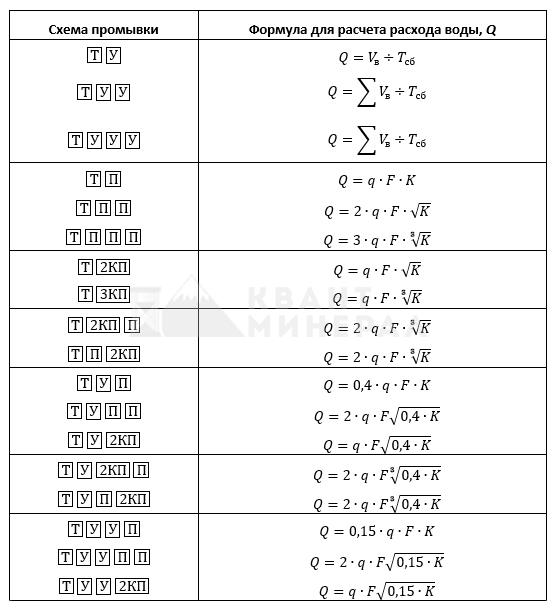
где: Т – технологическая ванна, У – ванна улавливания, П – одинарная ванна промывки, 2КП – двухкаскадная ванна промывки, 3КП – трехкаскадная ванна промывки, Vв – объем ванны промывки, Тсб – время между сменой промывной воды. Движение деталей слева направо.
Можно определить три группы мероприятий, с помощью которых можно регулировать водопотребление: изменение количества ступеней (N), замена прямотока на противоток (n при N=const) и изменение режима промывки (α).
Чтобы лучше увидеть влияние каждой группы мероприятий в отдельности на расход воды на промывку погружным методом без барботажа в табл. 3 приведены расчётные значения расхода воды на промывку после конкретной операции: электрохимического никелирования с концентрацией ионов никеля в электролите 60 г/л, удельным уносом электролита 0,2 л/м2, предельной концентрацией ионов никеля в последней ступени промывки 0,01 г/л, производительностью по никелированию 1 м2/ч.
Из данных, представленных в табл. 3, можно сделать следующие выводы:
- – чем больше ванн (ступеней) промывки, тем меньше требуемый расход воды;
- – при замене прямоточной промывки на противоточную расход воды сокращается пропорционально количеству ступеней промывки;
- – увеличение ступеней промывки приводит к неравномерному сокращению расхода воды: бόльшее сокращение расхода воды на промывку (в десятки раз) достигается при замене одноступенчатой ванны промывки (одинарной) на двухступенчатую (прямоточную или каскадную). Увеличение ступеней промывки ещё на одну приводит к менее значительному сокращению расхода воды – в 2-4 раза. При переходе же от трёхступенчатой к четырёхступенчатой промывке водопотребление сокращается лишь на 30-50 %. Дальнейшее увеличение ступеней промывки не имеет практического смысла, так как малая экономия воды достигается значительным увеличением занятой производственной площади цеха. Поэтому на практике больше трёх ступеней проточной промывки устанавливать не рекомендуется.
Таблица 3
Расход воды (л/ч) для различных схем промывки после электрохимического никелирования: F=1 м2/ч, q=0,2 л/м2, сn=60 г/л, со=0,01 г/л
| Режим промывки | Количество ступеней промывки | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Прямоточный | 1200 | 31,0 | 10,9 | 7,0 | 5,7 | 5,1 |
| Противоточный | 1200 | 15,5 | 3,6 | 1,8 | 1,1 | 0,9 |
| Периодически непроточный со сбросом воды только из первой ступени | 1200 | 11,0 | 2,0 | 0,8 | 0,4 | 0,3 |
Периодически непроточный режим работы промывных ванн будет рассмотрен ниже.
Для выбора схем промывки рекомендуется руководствоваться нижеприведёнными основными положениями и порядком выбора схем промывок.
Основные положения и порядок выбора схем промывки для линии
1. Горячую промывку (60-90 °С) устанавливают: после обезжиривания и снятия травильного шлама в щелочных растворах, при значительном количестве на поверхности деталей масел или смазок; перед химическим обезжириванием, одновременным обезжириванием-травлением, нанесением покрытий в тёплых и горячих растворах, сушкой деталей (кроме деталей с хроматированными цинковым и кадмиевым покрытиями, химическим оксидным и химическим оксидным электропроводным покрытиями по алюминию и его сплавам).
2. Тёплую промывку (40-59 °С) устанавливают: после обезжиривания и травления лёгких сплавов, анодного оксидирования, перед и после химического оксидирования чёрных и цветных металлов, перед сушкой деталей с хроматированными цинковым и кадмиевым покрытиями, химическим оксидным и химическим оксидным электропроводным покрытиями по алюминию и его сплавам.
3. Холодную промывку устанавливают перед активацией и перед адсорбционным окрашиванием анодно-окисных покрытий, а также во всех остальных случаях.
4. Более трёх ступеней проточной промывки после технологических ванн не устанавливают, так как дальнейшее увеличение количества ступеней промывки не имеет практического смысла.
5. Одну ванну улавливания рекомендуется устанавливать после ванн, содержащих ионы тяжёлых металлов, две ванны улавливания – после ванн, содержащих ионы серебра, а также особо токсичные компоненты, три ванны улавливания – после ванн, содержащих ионы драгоценных металлов.
6. Расчёт кратности разбавления (К=со/сn) ведут по отмываемому веществу, указанному в таблице 4: концентрация солей тяжёлого металла пересчитывается в концентрацию ионов тяжёлого металла по формуле ![]() и суммируется; концентрация щелочных солей пересчитывается в концентрацию NaOH по формуле
и суммируется; концентрация щелочных солей пересчитывается в концентрацию NaOH по формуле![]() и суммируется; концентрация кислот пересчитывается в концентрацию той кислоты, которая указана в табл. 9.4 по формулам
и суммируется; концентрация кислот пересчитывается в концентрацию той кислоты, которая указана в табл. 9.4 по формулам![]() ,
, ![]() и суммируется (Aμ – атомная масса, Mμ – молекулярная масса).
и суммируется (Aμ – атомная масса, Mμ – молекулярная масса).
7. Для каждой промывной операции одной гальванической линии рассчитывают расход воды по следующим схемам промывки (с учётом пунктов 1-5):
 8. Из минимальных значений расхода воды для промывных ванн выбирают максимальное и округляют его в большую сторону до величины, кратной 10 л/ч.
8. Из минимальных значений расхода воды для промывных ванн выбирают максимальное и округляют его в большую сторону до величины, кратной 10 л/ч.
9. Для каждой технологической операции выбирают схему промывки с расходом воды, близким (но не бóльшим) к полученному округлённому значению, и для всех промывных ванн с собственной подачей воды (чтобы одинаково отнормировать с помощью штуцеров с калиброванными отверстиями водопотребление для всех ванн и использовать только один водопроводный кран на всю линию) устанавливают одинаковый расход воды, равный полученному округлённому значению (см. п.8).