Мероприятия по сокращению расхода воды в гальваническом производстве
Источник: Виноградов С.С. “Организация гальванического производства.
Оборудование, расчет производства, нормирование.”, 2005 г.
Система промывки считается рациональной в том случае, если она обеспечивает достижение требуемого качества промывки с наименьшими капитальными и эксплуатационными затратами при безопасных условиях труда и без экологического ущерба окружающей среде. Выше были описаны основные меры по рационализации систем промывок, заключающиеся в выборе наиболее оптимальной из одинарной и многоступенчатых прямоточных и противоточных (каскадных) ванн промывки. Как было отмечено, наиболее эффективными являются каскадные ванны промывки. Однако на практике увеличение количества или замена типа ванн промывки требует дополнительной производственной площади, кроме того это часто бывает связано с работами по значительной переделке металлоконструкции гальванической линии, трубопроводов, а также канализационной и вентиляционной систем.
Методы оптимизации промывки в гальваническом производстве
Кроме подбора соответствующих ванн промывки можно предложить ряд мероприятий, осуществление которых не требует значительных дополнительных капитальных затрат, но которые существенно рационализируют имеющиеся в цехе системы промывки. К таким мероприятиям относятся сокращение выноса раствора из технологических ванн, подпитка технологических ванн водой из ванн улавливания, повторное использование промывной воды на других операциях промывки, использование воды из систем охлаждения или нагрева оборудования, интенсификация промывки.
Сокращение выноса раствора
Сокращение выноса раствора из технологических ванн осуществляется за счёт: выбора оптимальных конструкций подвесок и барабанов, укрытие промежутков между технологическими и промывными ваннами козырьками, обеспечивающими стекание упавших капель растворов обратно в технологическую ванну; выдерживания деталей над поверхностью ванны максимально возможное время, а также применения обдува, встряхивания и т.п. Только увеличение времени выдержки деталей над ваннами с 4 до 16 с сокращает вынос раствора и расход воды на промывку в 3 раза (рис.1).

Рис.1. Изменение удельного уноса раствора в зависимости от времени стекания
Рационализация подпитки технологических ванн
Подпитка технологических ванн из ванн улавливания осуществляется по мере уменьшения объёма электролита в технологических ваннах вследствие испарения воды из нагретых электролитов. За счёт частичного возврата уловленных компонентов растворов в технологическую ванну уменьшается концентрация загрязнений в ванне улавливания и, соответственно, уменьшается концентрация загрязнений в сточной воде. В табл. 1 представлены ориентировочные значения скоростей испарения воды из ванн в зависимости от температуры раствора.
Таблица 1
Ориентировочные значения скоростей испарения воды из ванн при различных температурах раствора
| Температура раствора, °С | 30 | 40 | 50 | 60 | 70 | 80 | 90 |
| Скорость испарения воды с 1 м2 зеркала раствора, л/ч | 0,39 | 1,05 | 2,1 | 3,91 | 5,87 | 8,32 | 13,5 |
Эти данные можно использовать для расчётов водного баланса отдельных операций, так как ошибки в расчётах, возникающие из-за игнорирования влияния состава раствора на скорость испарения воды, на практике легко устранимы регулировкой скорости подачи воды, обеспечивающей поддержание постоянного уровня раствора в ванне. Подпитка осуществляется с помощью простейшего воздушного эрлифта, действие которого основано на захвате и подъёме воды сжатым воздухом, подаваемым в нижний конец вертикального участка трубопровода, подающего воду в ванну.
Изменение очередности промывок
Изменение последовательности промывных операций позволяет фактически увеличить количество промывных ванн за счёт того, что после технологической операции детали дополнительно промывают в ваннах промывки после предыдущей (рис.2 а), либо после последующей технологической операции (рис.2 б), либо и там и там (рис.2 в).
В первом и во втором случаях изменения последовательности промывки число прямоточных ступеней промывки фактически увеличивается на одну, в третьем – на две.
В первом случае в качестве рассматриваемой (Т2) технологической ванны могут служить ванны активирования (сокращение расхода воды в 20 раз), бесцианистого меднения и никелирования (расход воды снижается в 30 раз). Во втором случае в качестве рассматриваемой (Т2) технологической ванны могут служить ванны обезжиривания (расход воды снижается в 15 раз), активирования (расход воды снижается в 15-20 раз), цинкования и никелирования перед хромированием (расход воды снижается в 33 раза). Третий случай применим для ванны никелирования перед хромированием (расход воды снижается в 100 раз) и осветления цинковых и кадмиевых покрытий (расход воды снижается в 10 раз). Таким образом, без каких-либо затрат можно в десятки раз сократить водопотребление только за счёт изменения маршрута движения деталей.
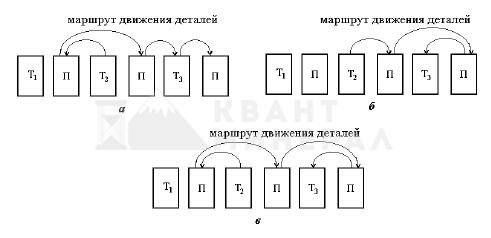
Рис. 2. Изменение последовательности промывных операций:
а – дополнительная промывка в ванне промывки после предыдущей технологической ванны, б – дополнительная промывка в ванне промывки после последующей технологической ванны, в – дополнительная промывка в ваннах промывки после предыдущей и после последующей технологических ванн, Т1 – предыдущая, Т2 – рассматриваемая, Т3 – последующая технологические ванны, П – ванна промывки
Однако, так как при изменении последовательности промывок происходит смешение компонентов нескольких технологических ванн в одной промывной воде, то необходимо учитывать следующие ограничения:
– недопустимо после обработки в цианистых растворах детали промывать в ваннах промывки, используемых после технологических ванн с кислыми растворами и наоборот, в противном случае в атмосферу будет выделяться сильно токсичное вещество – цианистый водород;
– при раздельном обезвреживании кисло-щелочных и хромодержащих стоков недопустимо после обработки в хромовых растворах детали промывать в ваннах промывки, используемых после технологических ванн, не содержащих соединения шестивалентного хрома, и наоборот, в противном случае соединения шестивалентного хрома попадут в кисло-щелочные стоки;
– следует исключать ухудшение качества обработки поверхности за счёт растравливания покрытий (например, осуществление дополнительной промывки по первой схеме деталей с цинковым покрытием в промывной ванне после активации может привести к некоторому подтравливанию покрытия), контактного выделения металлов (например, если после активации деталей из медных сплавов и активации стальных деталей дополнительная промывка осуществляется в одной промывной ванне, то в ней на стальных деталях будет происходить контактное выделение меди), осаждения на поверхности деталей малорастворимых соединений (например, осуществление дополнительной промывки деталей по первой схеме после кислого активирования в промывной ванне после щелочного обезжиривания с высоким содержанием силикатов может привести к образованию на поверхности деталей плёнки нерастворимой кремниевой кислоты, которая будет препятствовать дальнейшему нанесению покрытия) и т.п.;
– необходимо обеспечивать выдержку деталей над ваннами для исключения попадания капель промывной воды в технологические растворы при переносе деталей над технологическими ваннами по второй и третьей схемам, так как по этим схемам в ванне промывке после рассматриваемой технологической операции используется более загрязнённая промывная вода.
Повторное использование промывных вод
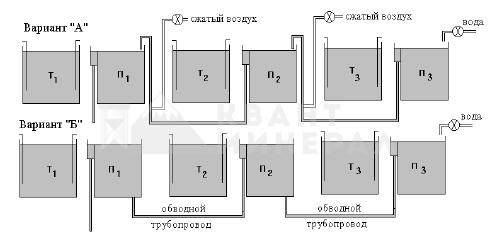
Многократное использование промывной воды заключается в том, что промывная вода после основных операций используется в ваннах промывки после подготовительных операций по схеме на рис. 3. Вода перекачивается из ванны в ванну либо с помощью воздушных эрлифтов (вариант “А”), либо переливается самотёком при объединении ванн по схеме сообщающихся сосудов с помощью обводного трубопровода из гибкого шланга (вариант “Б”). Вода подаётся в ванну промывки после основной ванны нанесения покрытия Т3 (цинкования, кадмирования, меднения, никелирования, оловянирования, нанесения сплавов, фосфатирования, оксидирования и анодирования), затем промывная вода последовательно проходит через ванны промывки после подготовительных операций Т2 и Т1 (активирования, обезжиривания, осветления и травления алюминия), после чего сбрасывается на очистные сооружения. Общий расход воды определяется потреблением воды на промывку после ванн нанесения покрытий, экономия составляет сумму расходов промывной воды после обезжиривания и активирования для нанесения гальванических покрытий – до 700 л/м2 и после травления и осветления при анодировании алюминия – до 1500 л/м2.
Представленная на рис. 3 схема представляет собой частичный водооборот: вода, использованная в одной промывной ванне, без очистки направляется на промывку в другую ванну и далее в третью, т.е. вода используется хотя всего три раза, но зато без очистки и без подпитки, что требуется для классического водооборота.
Рис. 3. Схема многократного использования промывной воды (частичный водооборот): Т1 и Т2 – ванны подготовительных операций, Т3 – ванна основной операции нанесения покрытия, П – ванны промывки: вариант обвязки ванн промывки “А” – перекачка промывной воды с помощью эрлифта; вариант обвязки ванн промывки “Б” – соединение промывных ванн по схеме сообщающихся сосудов
Многократное использование промывной воды на большинстве гальванических линий по приведённой схеме позволяет снизить расход воды в 1,5–2 раза.
На практике, когда во все ванны вода льётся одинаково и без регулировки, сокращение расхода воды достигается ровно в 3 раза: из трёх водопроводных кранов закрываются два. При этом требуется проведение лишь незначительных работ по изменению обвязки трубопроводов на ваннах промывки.
Как и в случае изменения последовательности промывочных операций применение схемы многократного использования промывной воды требует учитывать ограничения как по недопустимости смешения цианистых и хромовых с остальными стоками, так и по исключению ухудшения качества обработки поверхности за счёт растравливания покрытий, контактного выделение металлов или осаждения на поверхности деталей малорастворимых соединений и т.п., что может произойти при смешении кислых и щелочных вод от разных процессов.
Дополнительно в вышеуказанным ограничениям в случае применения схемы многократного использования промывной воды необходимо учитывать влияние на работоспособность технологических растворов посторонних примесей. Например, при объединении промывных ванн после обезжиривания, активации, никелирования и оловянирования в линии нанесения оловянного покрытия на латунные детали промывная вода после оловянирования, загрязненная соединениями олова, будет использоваться для промывки деталей перед никелированием. В этом случае соединения олова с деталями попадут в ванну никелирования, отрицательно повлияв на её работоспособность.
Использование для промывки воды из систем нагревания и охлаждения
Использование воды из систем охлаждения и нагревания. В случае отсутствия на предприятии оборотного водоснабжения в системах охлаждения и нагрева (парового или водяного) целесообразно использовать на промывных операциях воду после охлаждения выпрямителей, ванн анодирования, хромирования и т.д. и горячую воду, использованную для нагревания ванн промывки, обезжиривания, хромирования, никелирования и т.д. При нагреве ванн паром образующийся конденсат лучше использовать для приготовления или корректировки технологических растворов.
Ускорение промывки
Интенсификация промывки. Продолжительность промывки деталей на подвесках в спокойной воде должна составлять порядка 100 с, что определяется скоростью диффузии отмываемых компонентов электролитов в воде. Продолжительность промывки барабанов при частоте вращения не менее 10 об/мин должна составлять не менее 60 с при глубине погружения барабана 62% и не менее 90 с при глубине погружения 82 %.
Однако минимальная продолжительность операции промывки в соответствии с ГОСТ 9.305-84 составляет 20 с, что явно мало. При не достаточном времени промывки для обеспечения качественной промывки потребуется большая интенсивность подачи воды, чем это требуется по расчёту по формуле 1, т.е. возникнет перерасход промывной воды. Для исключения этого, т.е. фактически для сокращения потребляемого количества воды, рекомендуется интенсифицировать операцию промывки.
Ванны промывки деталей на подвесках с целью интенсификации процесса должны быть оборудованы перемешивающими устройствами, предпочтительно барботажного типа. Промывать барабаны рекомендуется путём не менее чем двукратного погружения вращающегося барабана в ванну промывки на 10-15 с и выдержкой его над ванной до полного стекания жидкости.