Дополнительные меры по рационализации систем промывки действующего гальванического цеха
Источник: Виноградов С.С. “Экологически безопасное гальваническое производство”, 1998 г.
Рациональной система промывки считается в том случае, если она обеспечивает достижение требуемого качества промывки с наименьшими капитальными и эксплуатационными затратами при безопасных условиях труда и без экологического ущерба окружающей среде. Выше были описаны основные меры по рационализации систем промывок, заключающиеся в выборе наиболее оптимальной из одинарной, ступенчатых прямоточных и каскадных ванн промывки. Наиболее эффективными являются каскадные ванны промывки.
Мероприятия по оптимизации промывки
Кроме подбора соответствующих ванн промывки, можно предложить ряд мероприятий, осуществление которых не требует значительных дополнительных капитальных затрат, но которые значительно рационализируют существующие в цехе системы промывки. К таким мероприятиям относятся сокращение выноса раствора из технологических ванн, подпитка технологических ванн водой из ванн улавливания, повторное использование промывной воды на других операциях промывки, использование охлаждающей воды, интенсификация промывки.
1. Сокращение выноса раствора.
Минимальный вынос раствора из технологических ванн осуществляется за счет выбора оптимальных конструкций подвесок, барабанов и деталей, устройства между технологическими и промывными ваннами козырьков с наклоном в сторону технологических ванн, выдерживание деталей над поверхностью ванны максимально возможное время, а также с применением обдува, встряхивания и т.п. Только увеличение времени выдержки деталей над ваннами с 4 до 16 секунд сокращает вынос раствора в 3 раза.
2. Подпитка технологических ванн из ванн улавливания.
Ванны улавливания устанавливают в том случае, если суточное уменьшение объема электролита в технологических ваннах составляет не менее 20 % объема ванны улавливания. Основной причиной уменьшения объема раствора в технологической ванне является нагрев электролитов. В табл.2.7 представлены ориентировочные значения скоростей испарения воды из ванн в зависимости от температуры раствора. Эти данные можно использовать для расчетов водного баланса отдельных операций, так как ошибки в расчетах, возникающие из-за игнорирования влияния состава раствора на скорость испарения воды, на практике легко устранимы регулировкой скорости подачи воды, обеспечивающей поддержание постоянного уровня раствора в ванне.
Таблица 2.7
Ориентировочные значения скоростей испарения воды из ванн в зависимости от температуры раствора
| Температура раствора, °С | 30 | 40 | 50 | 60 | 70 | 80 | 90 |
| Скорость испарения воды л/ч*м2 зеркала раствора, | 0,39 | 1,05 | 2,1 | 3,91 | 5,87 | 8,32 | 13,5 |
Подпитка осуществляется с помощью простейшего воздушного эрлифта, действие которого основано на захвате и подъёме воды сжатым воздухом, подаваемым в нижний конец вертикального участка трубопровода, подающим воду в ванну.
3. Повторное использование промывной воды.
Это мероприятие заключается в том, что промывная вода после основных операций за счет изменения обвязки трубопроводов используется вторично в ваннах промывки после подготовительных операций перед этими же основными операциями по схеме на рис. 2.3. Перекачка промывной воды осуществляется либо с помощью воздушных эрлифтов (вариант «А» рис. 2.3), либо объединением ванн по схеме сообщающихся сосудов, как показано на рис. 2.3 вариант “Б” или с помощью гибкого шланга (рис. 2.4), один конец которого надет на выпускной патрубок промывной ванны, а другой, снабженный грузом, опущен в предыдущую промывную ванну. В последнем случае при образовании воздушной пробки поднимают свободный конец шланга, заполняют его водой и снова опускают в ванну промывки.
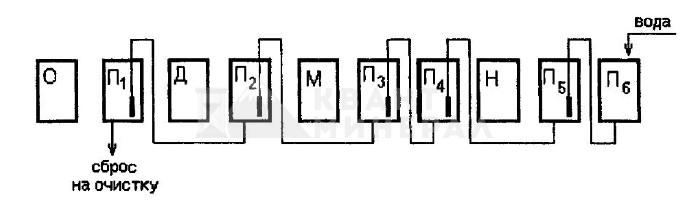
На рис. 2.4 показана схема многократного использования промывной воды в линии сернокислого меднения и матового никелирования. Промывная вода последовательно проходит через ванны промывки после никелирования, меднения, декапирования (активации) и обезжиривания, после чего сбрасывается на очистные сооружения.
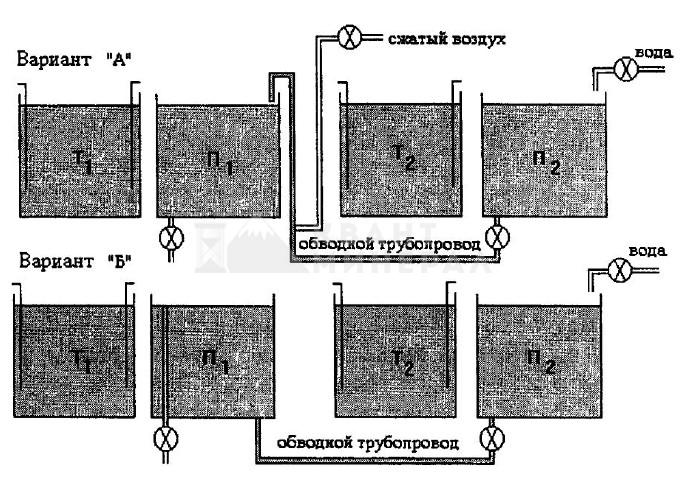
Рис.2.3. Варианты обвязки ванн промывки для повторного использования промывной воды: Т1 – ванна подготовительной операции, Т2 – ванна основной операции, П – ванны промывки; вариант “А” – перекачка промывной воды с помощью эрлифта, вариант “Б” – соединение промывных ванн по схеме сообщающихся сосудов
Подача воды на промывку осуществляется только в последнюю ванну промывки, а слив в канализацию – только из первой промывочной ванны. В этом случае общий расход воды на промывку определяется водопотреблением той операцией промывки, для которой самая большая удельная норма водопотребления. Для представленной на рис. 2.4 линии общий расход воды равен расходу воды на промывку после операции декапирования, у которой удельный расход воды максимальный и составляет 200 л/м2. Без объединения промывочных ванн общий для всей линии удельный расход воды составил бы 350 л/м2.
Внедрение повторного использования воды требует лишь незначительных работ по изменению обвязки трубопроводов на ваннах промывки, но позволяет снизить расход воды по отдельным линиям покрытия в 2-4 раза в зависимости от количества и типа объединенных ванн промывки.
Рис. 2.4. Схема многократного использования промывной воды:
О – ванна обезжиривания, Д – ванна декапирования, П – ванны промывки, М – ванна сернокислого меднения, Н – ванна никелирования.
При многократном использовании промывной воды в ней накапливаются компоненты всех объединенных общим трубопроводом технологических ванн, поэтому необходимо учитывать возможность попадания ионов и веществ, находящихся в промывной воде, в технологические растворы, что может негативно сказаться на их работоспособности и на качестве обработки поверхности деталей. Так, например, при объединении промывочных ванн после кислого декапирования и щелочного обезжиривания, содержащего силикаты, на поверхности деталей может образовываться пленка нерастворимой кремниевой кислоты, которая будет препятствовать дальнейшему нанесению покрытия. Кроме того, недопустимо повторное использование промывной воды после обработки деталей в цианистых электролитах для промывки после обработки в кислых растворах, а также необходимо учитывать раздельную обработку хромсодержащих стоков на очистных сооружениях.
4. Использование воды из систем охлаждения и нагревания.
В случае отсутствия на предприятии оборотного водоснабжения в системах охлаждения и нагрева (парового или водяного) целесообразно использовать на промывочных операциях воду после охлаждения выпрямителей, ванн анодирования, хромирования и т.д. и горячую воду, использованную для нагревания ванн промывки, обезжиривания, хромирования, никелирования и т.д.; при паровом нагреве ванн образующийся конденсат лучше использовать для приготовления или корректировки технологических ванн.
5. Интенсификация промывки.
Ванны промывки деталей на подвесках, за исключением технически обоснованных случаев, с целью интенсификации процесса должны быть оборудованы перемешивающими устройствами, предпочтительно барботажного типа. Норма расхода воздуха на барботаж составляет 0,2-0,3 л/мин на 1 л раствора при непрерывной работе барботера. Продолжительность промывки барабанов в каждой ванне при частоте вращения не менее 10 мин-1 должна составлять: не менее 60 с при глубине погружения барабана 62% и не менее 90 с при глубине погружения 82%. Промывать барабаны допускается путем не менее, чем двухкратного погружения вращающегося барабана в ванну промывки на 10-15 с и выдержкой его над ванной до полного стекания жидкости. Интенсивность перемешивания и продолжительность выдержки деталей в ваннах промывки должны обеспечивать практически полное выравнивание концентраций в объеме ванны и у поверхности деталей. Рекомендуемая продолжительность промывки деталей на подвесках составляет 40-90 с в каждой ванне (в зависимости от свойств отмываемых растворов и температуры промывной воды).
6. Организация бессточных операций хромирования и никелирования.
Ранее (см. п.2.) была показана возможность использования воды из ванн улавливания для подпитки технологических ванн, работающих при повышенных температурах. Из наиболее распространенных и в тоже время экологически опасных электролитов, работающих при повышенных температурах, таковыми являются электролиты хромирования и никелирования.